




Инжекционноепрессование
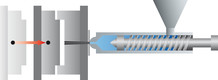
Подтермином«инжекционноепрессование»понимаютвведениетермопластичногополимерногорасплававслегкаоткрытуюпресс-формуприодновременномилипоследующемпрессованииспомощьюдополнительногоходазапирания。Этотдополнительныйходможетосуществлятьсялибоспомощьютермопластавтомата,либоспомощьюспециальногопуансона。Возникающееприэтомдавлениевпресс-формераспространяетсяболееравномернопопроецированнойповерхностиизделия,вбольшинствеслучаевсцельюболееточноговоспроизведениягеометрииповерхностейдеталиивыдерживаниязаданнойточностиразмеровдеталей。Методинжекционногопрессования - этотехнологиясиспользованиемнизкогодавления,такчтотакиезакладныедеталикак,например,декоративныеэлементыилиметаллическиезакладныедеталипредохраняютсяотповреждений。Какразвслучаеприменяемыхвсветотехникедеталейнебольшоедавлениевпрыскаивыдержкаподдавлениеммогуткореннымобразомснизитьвнутренниенапряжения。Поэтомуприменяемыйвданномслучаетермопластавтоматдолженобладатьнетольковысокойгибкостью,но,чтоболееважно,оченьточнойвоспроизводительностьюдвижений。
преимушества:
- гибкаяпоследовательностьопераций,точныйпускирегулированиеблоказамыканиявразныхпрофиляхиэтапах
- управляемаяхарактеристикавыдержкиподдавлением(дляулучшениявыдерживаниязаданнойточностиразмеров,уменьшенияусадкиикоробления)
- хорошеезаполнениепресс-формы - > 100%уженаэтапезаполнения
- Возможноеснижениедавлениявпрыскаиусилиязапирания
- правильнаяориентацияволокониснижениевнутреннихнапряжений
- уменьшениесрезаматериала
- Улучшениеусловийдлявыходавоздуха
- включаемыйивыключаемыйузел,которыйможнодополнительноустановитьнавсехстандартныхтермопластавтоматах
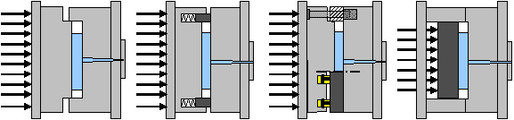
ходтехнологическогопроцесса:
1)запираниепресс-формыдлявпрыска

3)прессованиевведенноймассырасплава

2)впрысктермопластичногополимерногорасплава

4)Охлаждениеивыталкиваниедеталиизпрессс-Формы
технологияпресс-Форм
Пресс-формыдляинжекционногопрессованияпризаполненииполостивлюбомположениитиснениядолжныпрепятствоватьпопаданиюрасплававразделительнуюплоскость(смотритерис)。
一个)Пресс-формаспогружающимисякромкамиb)中Рамадлятисненияc)中Промежуточнаяплитадлятисненияd)Пуансон
ЗаблаговременнаяКомпенсацияусадки.
Притехнологииинжекционногопрессованиякомпенсацияусадкиосуществляетсязначительнораньше,чемпристандартномлитьеподдавлениемиктомуженетолькочерезпластичнуюсердцевину。Благодаряэтомудостигается100%-оезаполнениепресс-формыужевпроцессезаполнения(смотритерис1)。

Равномерноераспределениедавленияподпиткиповсейплощади
Дальнейшимпреимуществомтехнологииинжекционногопрессованияявляетсягомогеннаякомпенсацияусадкиповсейплощадии,врезультатеэтого,возможностьуменьшениядавленияподпитки(рис2)。

Типичныепримерыприменения:
- Оптическиеэлементы(Например,Линзы,РассеивателиПрожекторов,Фары,Дисплеиит.)
- армированныедлиннымиволокнамиформованныеизделия(например,элементыдверей,антикоррозионнаязащитаднищакузоваит.п.)
- декоративныеэлементы(например,профилированныедекоративныедетали,боковыеобшивки,корпусныедеталидлямобильныхтелефоновит.п.)
- элементыдеталисоструктуройповерхности(например,структурыФренеля,поверхностиЛотусаит.п.)
- вспененныеэлементыизделия(например,изоляционныеизделия,облегченныеконструкцииит.п.)
- деталиспроблемнымизонами(например,образованиеусадочныхраковин,ит.п.)